Designing a Hopper - Material Properties and Size
Feeder Transition: Designing a hopper Consider material properties when choosing a hopper.
Peat, rock, flour—no matter which material you process, your hoppers must move it to feeders at an optimal flow rate without damaging it. To accomplish this, both the hopper and the feeder need to work together. Suboptimal design of either piece of equipment or of both of them can adversely affect processing.
In order to avoid that, both feeder design and hopper design must accommodate material properties. While feeder design will be covered in a future article, in order to choose the hopper design best suited to your application, consider the following material-related factors.
Material properties - Size distribution, bulk density, shear properties and cohesive strength are the main factors that dictate the configuration of Feeder Transition design. These factors, in conjunction with feeder stroke, stroke angle, and feeder vibrating frequency, affect how well material flows from the hopper to the feeder and through the feeder. Failing to consider material properties can create flow problems that include bridging, rat-holing, erratic flow, and lack of flow.
Size distribution - Material particle size and the range of particle size is used to dictate the minimum openings of transition gate and throat dimensions.Improper sizing of these openings can promote bridging and improper flow from both front and rear of the hopper transition.
Shear properties - Materials that are soft and spongy do not tend to flow well from hoppers.Particles tend to pack into each other causing bridging and promoting poor flow on the feeder.
Cohesive strength
Material with enough cohesive strength due to stickiness or sharp jagged edges can cause slow movement through a transition and possible bridging at the discharge.This may require a large opening or unique hopper design to allow for flow.
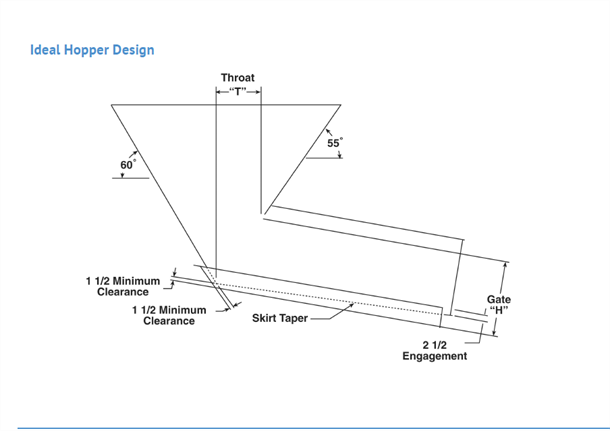
Ideal hopper design - A properly designed hopper produces uniform material flow to the feeder trough, with material at the front of the hopper moving slightly slower than at the rear of the hopper. In addition, a properly designed hopper produces a depth of discharged material that is slightly lower than the height of the hopper gate varying based upon the particle size and cohesion of the material. Uniform flow is achieved with the ratio of the hopper throat (T) and the hopper gate height (H) is 0.6. This ratio is expressed as T/H.
Acceptable hopper design - Although a T/H of 0.6 is ideal, a T/H of 0.5 to 1.0 is acceptable. However, an acceptable design due to lack of bed depth, may necessitate a slightly larger feeder than would be required for a hopper that has an ideal design. Reduced material speed in the rear of the hopper allows for non-uniform flow and a reduction of bed depth.Reduced material depth means reduced feeder capacity. When T/H is below 0.5 or above 1.0, material flow patterns become drastically distorted, significantly reducing feed rates.
To maximize your hopper’s effectiveness at moving material into a feeder, keep in mind the following recommendations for hoppers and the feeders they supply. These recommendations pertain to handling free-flowing material. For hoppers and feeders that handle non-free-flowing material, contact your equipment supplier for advice about the design specifications.
Hopper Recommendations
1. The hopper rear wall angle must be steep enough to permit material flow. Syntron Material Handling Engineering Manager Brad Nichols recommends a rear wall angle of 60° ± 2°.
2. The hopper front wall angle must be just big enough to permit material flow. The flow rate on the hopper front wall should be slightly less than the flow rate on the back wall. Nichols recommends a front wall angle of 55° ± 2°.
3. The hopper throat dimension: If material particles are random-sized, (T)should be at least twice the diameter of the largest particle of material. If material particles are nearly the same size (i.e., near size), T should be at least four times the size of the largest particle. This should prevent blockage at the throat opening.
Feeder Recommendations
4. The gate opening height (H) must be at least 2 times the diameter of the largest particle of material and should increase in proportion to the bed depth required in order to achieve the desired capacity. The most economical feeder is selected when the throat dimension T = 0.6 x H, i.e., T/H = 0.6. As stated earlier, if T/H is outside the range of 0.5 to 1.0, the material flow pattern is disturbed. This results in non-uniform flow.
5. When using an adjustable gate, it is desired to be parallel to the hopper’s front wall. It must be as close to the front wall as possible and cannot be more than 2 inches away from it. The gate is acting as an adjustable front wall. Leveling blades and downstream gates need not be used to adjust the flow of the material.Horizontal shutoff gates can be used to perform feeder maintenance but must not be used to regulate flow.
6. For random-sized material, the inside width of the opening (between skirts) should be a minimum of 2.5 times the diameter of the largest particle. For near-size material, the width should be at least 4 times the diameter of the largest particle.
7. The minimum length of the feeder is determined by projecting the angle of repose for the specific material from the gate point (see illustration titled “Ideal Hopper Design”) to the feeder pan, and adding 4 to 6 inches to prevent a free flow condition.
8. The feeder must not contact any adjacent structure, because it must be free to vibrate. Placement of the feeder in the processing line must include enough space around the feeder to allow its elevation to be decreased by approximately 2 inches to accommodate material load while the feeder is not operating. In addition, a 1-inch minimum clearance at the sides and a 1.5-inch clearance on the bottom and the rear wall of the pan of the feeder must be maintained in both loaded and unloaded conditions.
9. Feeder skirts must taper in the direction of flow from inlet to discharge. In other words, skirts must diverge from the conveying surface. This is necessary to keep material from jamming, which could cause spillage and buildup. Additionally, skirts must run parallel to trough sides and must be reinforced to resist bulging outward against the trough.
Benefits of Ideal Hopper Design
- Uniform Flow Pattern
- Maximum Capacity
- Maximum Material Velocity
- Maximum Material Depth
- Optimized Feeder Size
- Reduced potential for material buildup at inlet
- Reduced potential for spillage at back and sides
- Reduced material load on feeder
